- 日本酒
- 見学

中川酒造株式会社

心に残る酒造りで食文化と幸せに貢献する
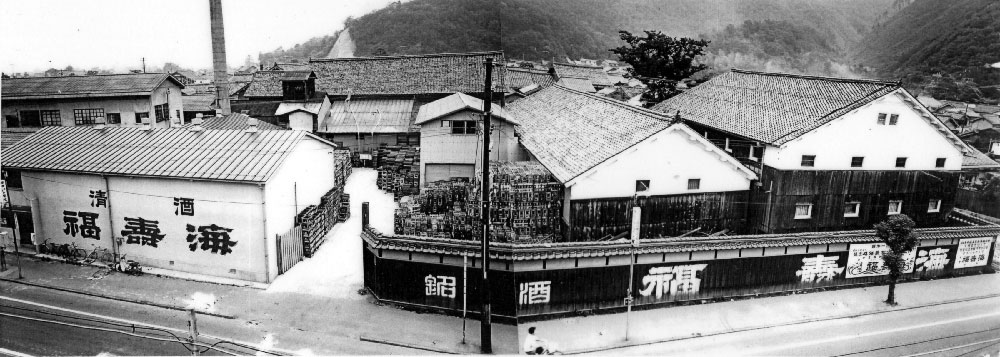
中川酒造は鳥取県東部地域では最も古い歴史を誇る酒蔵です。
創業は1828年(文政11年)にさかのぼり、以来、長年伝えられた伝統を守りつつ、丁寧な酒造りを行っています。
日本海に面した鳥取市は冬の時期には非常に寒く、また、日本海にそそぐ鳥取県の三大河川のひとつである千代川水系の良質の水に恵まれており、酒造りには非常に適した条件が揃っています。
創業当時より正田屋という屋号で酒を販売していましたが、大正時代に入り、おめでたい謡曲である「枕慈童」に由来する『福寿海』という名前の清酒ブランドを、1914年(大正3年)にリリース。以来、中川酒造の代表的なブランドとして広く知られることとなりました。
その後、昭和20年代までは盛んに作られていた、鳥取県特有の“幻”の酒造好適米である「強力(ごうりき)」を、県の農業試験場・鳥取大学と協力して見事に復活させ、この強力米をはじめとして地元の米にこだわった新たな清酒ブランド『いなば鶴』を、1989年(平成元年)より発売しています。
平成18・19年には「強力米100%」により全国新酒鑑評会で金賞を受賞し公的に優秀さを証明しています。
2016年(平成28年)県内清酒製造業では最も早く、HACCP適合施設として認定取得 2019年(令和1年)醪圧搾機を内蔵した冷蔵室を完備する等、果敢に挑戦しています。
中川酒造の特徴・米『強力』へのこだわり

鳥取県特産酒米「強力(ごうりき)」のルーツ
「強力(ごうりき)」は大正時代に鳥取県立農業試験場により在来種から選抜育成され、特産酒米として一時期には六千余町歩も生産されていました。
強力米の歴史は古く、「山田錦」の祖先である優良酒米「雄町」の更なるルーツであるという説もあります。
昭和20年代の食糧難の時代、反当りの収穫量の少なさ、尋常でない背丈、大粒のための倒伏の危険といった理由から、特産酒米「強力」は昭和29年(1954年)を最後に姿を消しました。

地酒本来の姿へを追い求める
現在、全国の酒造場では「山田錦」「五百万石」をはじめとする酒米が流通していますが、原材料のうえでの地方色はほとんど無いといえます。
フランスのワインを例に取れば、「アペラシオン・コントローレ」(A・O・C原産地統制呼称法)という制度がしかれており、優れたワイン生産地には、その土地独自の葡萄の品種、収穫量、醸造法などを国が規制し、地ワインの地域性、伝統、品質守られています。
日本酒銘柄の独自性、そして地酒の持つ意味もそうあるべきではないかとの想いから、強力米にこだわり復活を願いました。
「先人が残した鳥取独自の酒造好適米を使って真の地酒を醸したい」という蔵元の想いから米の種子を各所で探したが、入手できる種子が見つからず、その後農林省種子センターにわずかに残っていることが判明したものの、あまりに微量のため栽培するまでには至らないなど 強力米復活への道のりは平坦なものではありませんでした。

一握りの種籾に託した夢
しかし、鳥取大学農学部で酒造好適米15品種を用いて試験栽培を行った時の品種見本が育種保存してあり、そのなかに「強力」もあったことがわかり、蔵元の想いに共感された当時の農学部教授によって種子が提供されることになりました。
篤農家(元農業試験場長)とともに米作りから挑戦。
低淡白な米質を重視するため、低収穫量を覚悟の上で減農薬・低窒素肥料などを心がけ、見事、酒米「強力」は平成元年(1989年)に復活しました。これを用いて、地元篤農家とともに米作りから挑戦した酒が「いなば鶴 強力」です。

悲願の最高位受賞
YK35(山田錦35%精米歩合)が主流の全国新酒鑑評会に於いて平成18.19年には全量強力米・精米歩合40%で最高位「金賞」を受賞し、 強力米の優秀さは公的に証明いたしました。
中川酒造の酒造り
幻の酒米「強力(ごうりき)」へのこだわり
仏国のワイン法(A・O・C原産地統制呼称法)の如く真の地酒の姿を求め、テロワール(風土性)を感じる酒を醸す。

★1. 強力(ごうりき)とは
「強力」とは大正時代に鳥取県立農業試験場により在来種から選抜育成され、特産酒米として一時期は六千余町歩も生産されていました。
強力米の歴史は古く、「山田錦」の祖先である優良酒米「雄町」の更なるルーツであるという説もあります。
昭和20年代の食糧難の時代、反当りの収穫量の少なさ、尋常でない背丈、大粒の為の倒伏の危険といった理由から特産酒米「強力」は姿を消しました。真の地酒の姿を追求し復活を願いました。
鳥取大学農学部で永年、少量だけ育種保存栽培されていた種籾から復活の道は開かれました。清酒造りに最適な低タンパクな米質を重視するため、低収穫量を覚悟の上で減農薬・低窒素肥料を心掛ける特別栽培契約米です。
YK35(山田錦35%精米)が主流の全国新酒鑑評会において、平成18・19年には全量強力米・精米歩合40%で最高位「金賞」を受賞し、強力米の優秀さは公的に証明致しました。

★2. 洗米~浸漬
お米を蒸す前日、まずは白米についている糠を取りこぼしがないよう洗い流していきます。
精米歩合が低い吟醸酒でも、糠が残っていると不必要な雑味が出てしまうため、入念に洗います。
洗米後には水温・浸漬時間を管理のうえ、清らかな源太夫山の湧水(弱軟水)に浸漬させ、翌日の蒸し作業に備えます。
浸漬時間は米の精米歩合、品種、年などにより異なり、米の状態を随時確認し行われます。

★3. 蒸米〜放令
糖化酵素の作用を受けやすくするため、前日準備したお米を甑(こしき)に移し、お米を蒸していきます。
中川酒造ではベトベトの肌米(お焦げの逆)防止のため、疑似米袋を甑の底に敷き詰め、均一な蒸気が回るよう格別に丁寧な配慮をしています。
吐く息も白い冬の朝。
100℃で1時間お米を蒸せば、もくもくと湯気が天井まで立ち込んでいき、お米のいい香りが部屋全体に広がっていきます。
蒸されたお米を放冷機で冷やし、酒造りに適した表面がべた付かない「外硬内柔」の状態にします。
中川酒造の一部吟醸酒造りでは蒸し米の自然放冷を行い、蒸米のサバケをより良くしています。

★4. 麹・酵母
「1麹(こうじ)、2酛(もと)、3造り」
酒造りで最も大事な麹造り。
アルコール発酵とは糖分を分解し、アルコールと炭酸ガスを生成すること。
しかし、原料のお米には糖分がありません。糖分を得るため、お米のデンプンを糖化させる麹菌の胞子を蒸米にふり、これを繁殖させていきます。
蔵人は温度・湿度管理、そして「床もみ」「切り返し」「盛り」「仲仕事」「仕舞仕事」「出麹」という2日がかりの手作業を施しこの小さな菌たちが健全に繁殖できるようサポートしていきます。
酒母造りで使用する酵母菌は日本醸造協会が純粋培養している7・9号酵母などですが、長年培われた蔵付き酵母の影響もあり、中川酒造独特の味わいとなります。
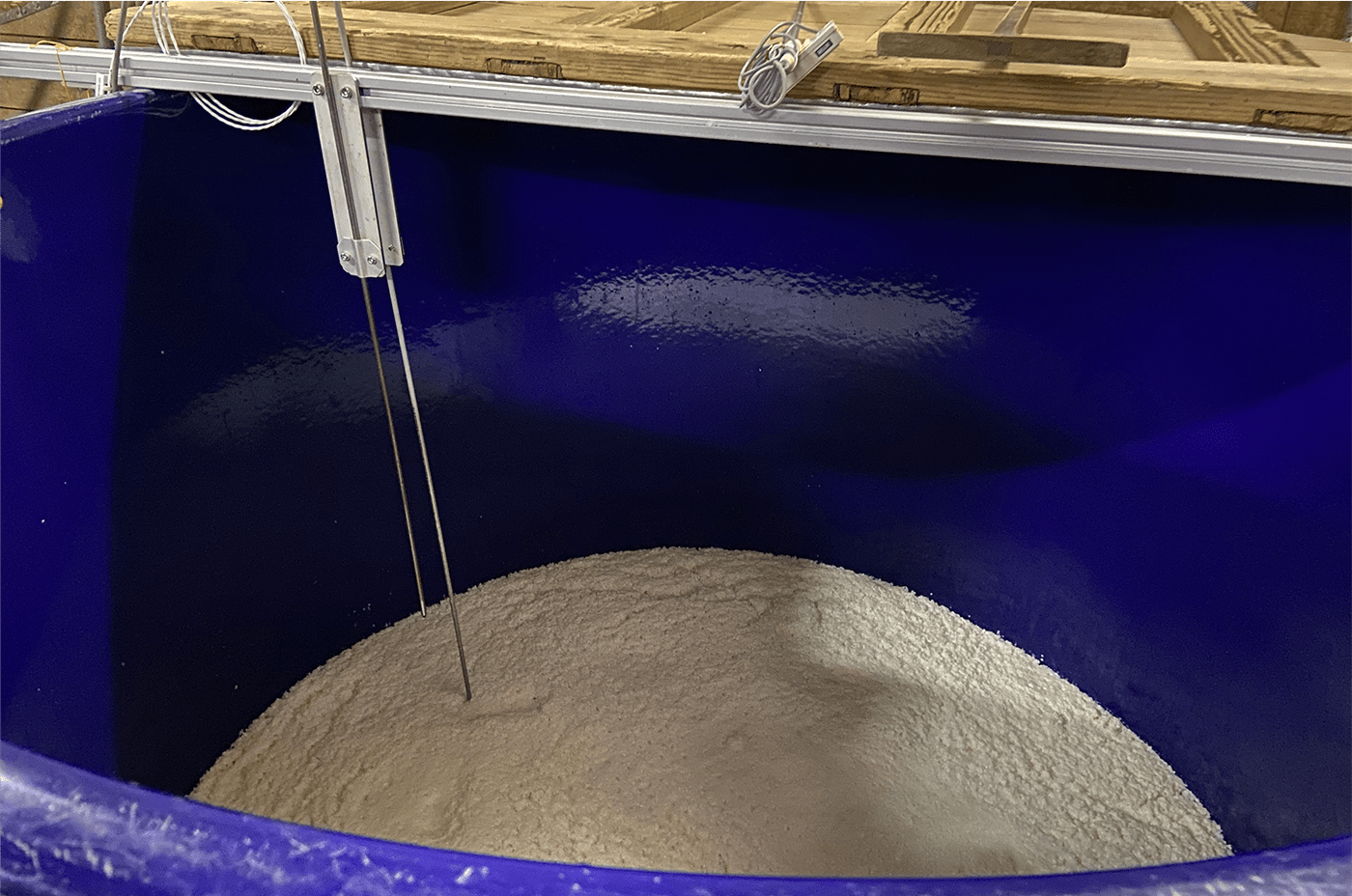
★5. 仕込み~発酵
出来た麹と酵母をもとにして「酒母」を造り、繁殖していく酵母菌が衰えないように蒸米・麹・仕込み水を3段階に分け加え、醪(もろみ)を造ります。
麹が米を糖化させ、酵母菌がこの糖分をもとにアルコールを造っていく。
生成される炭酸ガスがボコボコと吹き、甘い香りが漂ってきます。
タンクには随時温度を管理・調整できるシステムを導入し、健全な発酵を進めるため、タンクに巻いたベルトに水を流し温度管理を行っていきます。
低温に保ったまま約3週間後、待ちに待った搾りの作業が始まります。

★6. 搾り
発酵を終えた醪を圧搾機にかけて絞ります。
これにより醪から皆様が普段から見ている透き通った日本酒になります。
中川酒造の圧搾機は低温が保たれる冷蔵室内にて稼働しています。これにより外気温に左右されず、カビなどの品質劣化の原因を防止できる衛生的な環境を作っています。

★7. 貯蔵
貯蔵期間や貯蔵方法で酒質が変わるのも日本酒の醍醐味。
中川酒造の「あぶないお酒 五割搗き強力 生にごり」は、加熱処理(火入れ)を行わず瓶詰した生酒であり、瓶内発酵をさせることにより、シュワっとした爽快な炭酸を楽しめます。
搾ったお酒を貯蔵する場合、麹が生成した酵素が残り、日本酒の味を変える要因となってしまいます。
これを防ぐため、65℃の火入れを行い、春・夏の貯蔵に備えます。夏越えさせることで飲み口はまろやか、香味も整い、味わいはより深くなっていきます。

★8. 瓶詰
中川酒造では地元の産地限定酒米「強力(ごうりき)」100%使用のお酒 強力シリーズにおいて、強力米の男性的で力強い味わいを体感してもらうため、炭素ろ過を極力控えて瓶詰めを行います。
お客様に安心に飲んでいただけるよう、複数項目の目視チェック・官能検査・成分分析等を行ない、鳥取の地酒をお客様のもとにお届けします。
蔵元のその他のこだわり
-
「源太夫山」の良質な湧き水
中川酒造は鳥取県東部地域では最も古い歴史を誇る酒蔵です。
創業は1828年(文政11年)にさかのぼり、以来、長年伝えられた伝統を守りつつ、丁寧な酒造りを行っています。日本海に面した鳥取市は冬の時期には非常に寒く、また、仕込水は近隣「源太夫山」の良質な湧き水(弱軟水)で酒造りには適した条件が揃っています。

-
杜氏 原田慎
平成2年に中川酒造に入社。
出雲杜氏組合長を務めた前杜氏に従事し、その伝統技術を継承いたしました。
「また飲もう」と心に残る、いなばの地酒を造ってまいります。
お酒紹介
中川酒造のお酒の一部を紹介します。

福寿海 大吟醸 720ml

いなば鶴 純米大吟醸 強力 720ml
いなば鶴 純米吟醸 五割搗き強力 720ml

福寿海 甘酸純吟 720ml

いなば鶴 純米酒 きもと強力720ml
蔵探訪・アクセス
〒680-0061 鳥取県鳥取市立川町2丁目305
蔵見学
ご予約にて承っています。1回10人程度までとさせていただいています。まずはお問い合せください。
![]()
売店のご案内
売店にて販売しております。
営業時間:8:30 – 18:00(土日祝日は休み)
電話:0857-24-9330