- 日本酒
- 見学

木内酒造合資会社


酒蔵 外観

仕込み風景


仕込み風景
伝統と革新
国の名前がつく酒、日本酒をもっと新しい世代や世界の人々に愛されるように。地域の人々とともに歩んでいけるように。
木内酒造のまわりにいる人々に、少しでもしあわせなひとときを醸せるように。私たちは、考え、生み出し、そして進み続けます。
木内酒造の歴史
菊盛、誕生
文政六年(1823年)、常陸の国那珂郡鴻巣村の庄屋であった木内儀兵衛が酒づくりを始めました。当時、木内家は地の庄屋として周辺の農家の米を年貢米として水戸藩へ上納しておりました。
儀兵衛は年貢米の余りを蔵にしまっておくより、酒に加工し販売することを考え、交流のあった会津商人より酒造りの道具を買い入れ酒造りを始めました。当時1年間に使用した米は、年間で白米20石。生産量にして4,000リットル程度のようです。
当時は江戸幕末の新しい思想、改革の時代。水戸は尊王攘夷思想が盛んでした。その中心的な存在が藤田東湖でした。藤田東湖は実父の実家が木内家よりほんの数百メートルの距離にあり、 また木内儀兵衛と同年代ということで頻繁に木内家に出入りしていました。さらに、藤田東湖の甥に木内儀兵衛の妹を嫁がせ縁戚関係となりました。
「桜田門外の変」の主謀者のひとり、隣りの静村(現在の那珂市静)の常陸二ノ宮静神社の神主の子息である斎藤監物や、天狗党の武田耕雲斎ら当時の水戸学を支えた志士達とも親交が深く、儀兵衛は尊王派の彼達を支援すべく酒の名を「菊盛」といたしました。
変わらぬ純粋な酒づくり
時代は移り変わり、前社長木内造酒夫(みきお)が木内酒造の跡取りとして家業を継承したのは昭和25年でした。終戦後の物不足の時代。醸造した酒は右から左に飛ぶように売れました。
この時期に本来米から醸造される清酒にアルコールや砂糖を加える三倍増醸が発明され、コストの安い酒が大量に造られるようになりました。しかし木内はあくまでも品質にこだわり、アルコールなどを添加しない本物の醸造、純米による酒づくりを心がけていました。
その心は今も木内酒造の一人ひとりが受け継ぎ、純粋においしいと思える酒を丹精こめて醸しています。
木内酒造の特徴

清酒 菊盛
日本酒はその土地で育まれた素材と気候風土、そして醸す人の手によって生まれます。
この世に同じ酒はありません。
常陸野の豊かな地下水と、大切に育てられた酒米、この地で受け継がれる技をもった杜氏や蔵人の想い。
すべて合わさったものが、唯一無二、木内酒造の酒「菊盛」です。
酒造りの原則である「一麹、二酛、三造」の言葉通り、酒造好適米を厳選し、麹づくりにこだわっています。
ただ純粋に旨い酒を。木内酒造が造るのは100%純米酒です。
菊盛が出来るまで

米選び
★1.米選び
清酒醸造の決め手は酒米の品質です。
清酒に適した米の条件は
- 米粒が大きいこと
- 米の芯に乳白色の芯白があること
- タンパク質、脂肪分が少ないこと など。
木内酒造では、地元茨城や兵庫県加西市の農家の方々に協力いただき、山田錦をはじめ高品質な米を低農薬で栽培しています。

精米
★2.精米
最初に購入した玄米を精米します。精米機は、1回に1200kg入る大型精米機です。この機械で米の外側にある脂肪(醗酵を阻害する成分)、たんぱく質(雑味の成分)を取り除きます。お酒によって精米歩合(出来上がりの白米数量/玄米の数量)が違います。
木内酒造の清酒は、下記のとおりの精米歩合です。
| 品名 | 精米歩合 | 全国平均の精米歩合 |
| 菊盛 純米酒 | 65% | 73% |
| 菊盛 吟造り | 55% | 65% |
| 菊盛 大吟醸 | 40% | 50% |

洗米
★3.洗米
精米したお米は、2週間から1月ほど「枯らし」と称して、倉庫に保存します。この期間に米の水分が均一になり、より良い「蒸し」が得られるようになります。「枯らし」が終了した米は、水洗いを行ないます。1日に1000kg以上の白米を洗います。そして、白米に水を吸わせます。大吟醸など精白率が50%より低い米は、崩れやすく水分を吸いやすいために大切に手で洗います。

蒸し
★4.蒸し
洗った米を「こしき」とよばれる巨大な蒸篭(せいろ)で蒸し上げます。

麹つくり
★5.麹つくり
蒸しあがった米の20%は、麹にします。
40度まで冷まして種麹(麹カビの胞子)を散布します。そして48時間かけじっくりとカビの菌糸を繁殖させます。
このようにして出来た麹には、米のでんぷん質を糖化させる酵素や醗酵を助ける成分などがたくさん含まれます。昔から、一に麹、二にもと(酵母)、三につくり(もろみの醗酵)と、この麹造りが良い酒造りの一番の基本だと言われています。

酵母培養
★6.酵母培養
お酒の香りを決める主役は、酵母です。香りが高く 味わいが豊かな酵母を培養しなければなりません。

酒母つくり
★7.酒母つくり
まさしく酒の母、醗酵をつかさどる酵母を純粋に多量に培養します。麹、蒸した米、水そして酵母培養室で純粋に培養した酵母を加え、1週間から3週間ほど醗酵させます。

もろみ
★8.もろみ
麹、蒸した米、酒母、仕込み水を加えて醗酵させます。日本酒の醗酵は麹による糖化と酵母によるアルコール醗酵が同時に進行する世界でも稀な形態です。(並行複醗酵と呼ばれます。)もろみの温度が高くなればアルコール発酵が進み過ぎ、また、逆に温度が低すぎれば糖化が進みすぎてしまいます。このバランスを保つのが良い日本酒造りのポイントの一つです。仕込をしてから20日ほど過ぎると、ほぼもろみが完成し、果実のような芳香を放ちます。
上槽(しぼり)
★9.上槽(しぼり)
醗酵が終了し、もろみに十分なアルコールが出来、また豊かな風味が備われば、醸造の最後の仕事である上槽(しぼり)により透明な新酒と酒粕に分けます。

熟成
★10.ろ過・火入れ
できあがった清酒は、ごみを取り除くろ過、酵母菌、酵素等を死滅させる火入により最後の仕上げを行ないます。
★11.熟成
低温でゆっくり熟成させます。
常陸野の人々とともに育てた地元の麦で、“日本のビール”を復活。

日本酒造りの蔵から独自の麦酒、常陸野ネストビールが生まれたのが1996年のこと。これが最初の挑戦でした。本場欧米の原材料を使用し、さまざまなテイストのビールを製造してきましたが、かねてからの望みであった日本ならではのクラフトビールを実現するため、昭和30年代で栽培が終了していた日本のビール麦「金子ゴールデン」を地元の農家の方々とともに復活生産。ジャパニーズエール「ニッポニア」はこうして誕生しました。
原材料は国産100%。正真正銘のジャパニーズ・ウィスキーへ。

最近ではビール麦・金子ゴールデンのほかにも、新品種アスカゴールデンの生産にも成功。これらをビール造りだけではなく、新たにウィスキー造りにも使用していきます。国産、しかも地元産100%の原材料です。地元の方々とともにつくった麦で、常陸野初となる純和製ウィスキーができるのは2020年頃か。どうぞご期待ください。
蔵元のこだわり
-
契約栽培の酒米
木内酒造がこだわるのは全量純米酒。酒の品質を決定する最大の要因は酒米です。酒造りは、農業の延長と言っても過言ではありません。
木内酒造は、高品位の材料をたくさん仕入れるために、農家の方々や農協の皆さまにご協力いただき、木内酒造の酒米を特別に契約栽培しています。

-
酒蔵内の井戸から湧き出る地下水
菊盛を支えている水は、酒蔵内の井戸から湧き出る地下水。この水は発酵を阻害する鉄分・有機物などを含まない中硬水に近い軟水です。
酒蔵より1キロ程東に酒井出(さかいで)という地名があり、ここは万葉の昔、井戸から酒が湧き出たという伝説のある場所です。
木内酒造の所在する那珂台地は、東に鮎で有名な久慈川、西に鮭で有名な那珂川に挟まれた水と緑の豊かな地。きっと昔から良質の水が湧き、その水で美味しい酒が醸造されていたのでしょう。

-
独自の酵母を研究開発
酒の香りは酵母がつくり出します。
木内酒造では自社で独自の酵母を研究開発。
大吟醸には華やかな香りの酵母を、味わい重視の純米酒にはどっしりとした深い風味の酵母を使用しています。 -
伝統と進取の精神の融合
伝統の南部杜氏の技を受け継ぐ木内酒造では、近年若い感性と独自の醸造理論をもつ自社の杜氏により菊盛を醸しています。
伝統と進取の精神の融合により、常識にとらわれない新たな取組みにも挑戦。世界で愛される日本酒をめざし、日々、試行錯誤を重ねています。木内酒造の杜氏・蔵人たちは、夢も醸しているのです。


お酒紹介
木内酒造のお酒の一部を紹介します。

大吟醸 古酒 月下香 720ml

大吟醸 古酒 月下香 180ml

菊盛 純米吟醸 しぼりたて 720ml
![菊盛[純] 純米酒 720ml](https://monogatari-sake.com/sake/wp-content/uploads/2022/01/kikusakari-junmaishu720ml.jpg)
菊盛[純] 純米酒 720ml
![菊盛[吟] 純米酒 純米吟造り 180ml](https://monogatari-sake.com/sake/wp-content/uploads/2022/01/kikusakari-junmaiginzukuri180ml.jpg)
菊盛[吟] 純米酒 純米吟造り 180ml
![菊盛[蔵] 純米酒 山廃原酒 180ml](https://monogatari-sake.com/sake/wp-content/uploads/2022/01/kikusakari-yamahaigenshu180ml.jpg)
菊盛[蔵] 純米酒 山廃原酒 180ml

木内梅酒 200ml
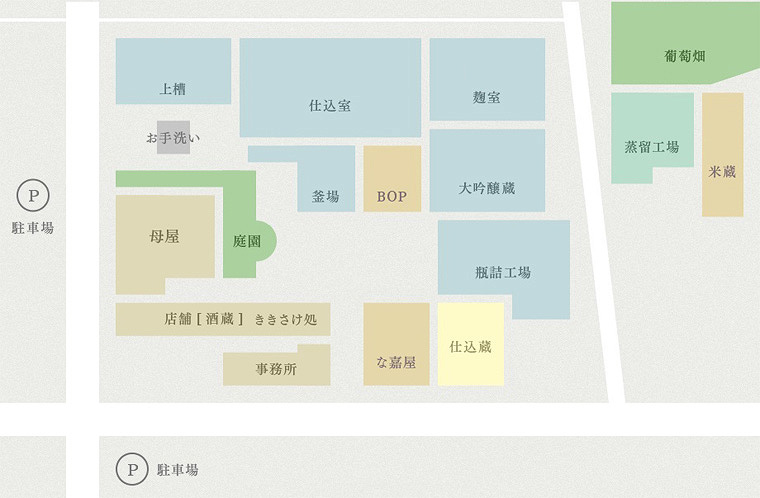
蔵探訪・アクセス
〒311-0133 茨城県那珂市鴻巣1257
文政六年(1823年)、茨城県那珂の地で酒造りを始めた木内酒造。
この酒蔵で清酒・菊盛をはじめ、焼酎やワイン、リキュールなどを醸造しています。
敷地内には本社のほか、蔵造りの蕎麦処「な嘉屋」、利き酒ができる店舗もございます。

店舗 内観

店舗 内観

酒蔵 外観
酒蔵紹介
店舗 [酒蔵] ききさけ処
蔵元らしい落ち着いた雰囲気の店舗にはすべての酒が揃っています。
お持ち帰り・地方発送なども承ります。
ききさけ処では、全商品の試飲が出来ます。
![木内酒 店舗 [酒蔵] ききさけ処](https://monogatari-sake.com/sake/wp-content/uploads/2022/01/kiuchishuzou-tenpofukei01.jpg)
釜場
酒米を洗米したり蒸すところ。
蒸かし終わった酒米は放冷機に移され冷まされます。

麹室
蒸しあがった米に麹菌をつけるところ。重要な作業です。
室内は35度の温度に保たれ、大吟醸の麹造りでは毎晩2時間ごとに蔵人が自分の手で温度管理をします。

仕込室
清酒菊盛を醗酵させるところ。発酵が始まると、表面はガスによる泡で被われます。
30〜40日ほどかけてゆっくりと発酵が終わると、上槽室へと移されます。

大吟醸蔵
文字どおり大吟醸酒を醗酵させる専用の蔵です。
一年中、一定の温度に保たれています。発酵中は室内にフルーティーな吟醸香がたちこめます。
上槽
大吟醸などは酒袋に詰められ、ひとつひとつ丁寧に重ねられてゆきます。重さだけで自然に滴り落ちる最初のお酒が「あらばしり」となります。
瓶詰工場
菊盛や常陸野ネストビール、木内梅酒などを瓶に詰めるところ。

米蔵
菊盛の酒米のすべては、ここにある自家精米機にて精米をしています。